High operating temperatures may cause relevant variations of the physical and chemical properties of materials. The thin lubricating film, equal to 1/20 of the diameter of human hair !!) that separate the frictional surfaces, may undergo to rapid degradation if not formulated according with the working conditions. Result: premature failure of the mechanical device.

High temperatures trigger thermal degradation processes, mass loss and thermo-oxidation of a lubricating fluid. These phenomena occur mainly through the following ways:
Evaporation: transition from liquid to gaseous state of molecular light fractions, with relative thinning of the lubricant film.
Primary oxidation: 1st stage of thermal degradation, exfoliation of the C-C and C-H bonds take place. Carbonyl radicals form peroxides, reacting with oxygen.
Secondary oxidation: the step forward of thermo-oxidation process take place with the formation of carbon deposits, lacquer and solid compounds. In this phase the lubricant film, if not properly restored, may compromise the functionality of the mechanical component.

The figure below reports the evaporation loss according to Noack volatility of different lubricating fluids warmed at 250 ° C for one hour. Lubricating fluids formulated from mineral base oils tend to evaporate more easily leaving the friction point without protection: starved lubrication.
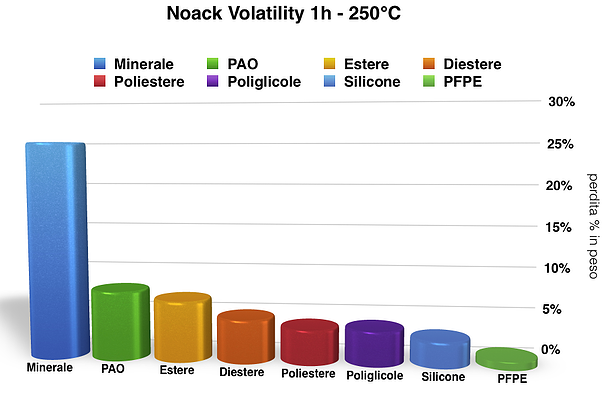
(BASE oil Noack Volatility MIN/PAO/ESTER/DIESTER/POLYESTER/POLYGLICOL/SILICON/PFPE - 250°C 1h)
In order to define suitability of a lubricating fluid is important to know its maximum continuous operating temperature (MCOT). This basically range between 90° C, for a non-additivated mineral fluid, up to a maximum of 300 ° C for a fluorocarbon based lubricant. MCOT can be defined as the temperature at which a lubricant fluid film can fully separates mating surfaces without macroscopic loss of its functions and repercussions on the mechanical device.
Anyhow there is not fluid lubricant, although synthetic based, that can withstand temperature over 300°C, without considering a film restoring. At this extreme thermal conditions are generally preferred solid lubricants like graphite, boron nitride, and molybdenum disulfide.

There is a sort of reaction chain effects, due to starved lubrication at high temperature:
Thinning of the lubricant film: the reduction of the viscosity of the lubricating fluid with increasing temperature, resulting in a reduction of the meatus responsible for lubrication of the separation of the friction surfaces.
Mechanical wear: loss of material due to lack of hydrodynamic lubricant film, eroded by evaporation and primary oxidation
Abnormal increase of friction coefficient , caused by the evaporation of the fluid mass and carbon residues formation
Loss of efficiency: power consumption and torque increase
Noise increase: metal to metal contact the loss of material to mechanical wear, the increase in the coefficient of friction and lack of lubricating hydrodynamic bearing produce an increase of the noise emission, due to high friction between the materials inside the tribological system.
Premature device failure: loss of the entire system functionality.

The image shows a gear motor which has been repeated thermally shocked, lubricated with mineral base oil without additives for high temperatures: wear, increase friction coefficient, noise, vibrations and loss of functionality.
There are many predictive tests to evaluate the thermal capability of a lubricating fluid. ASTM D-5483 provides Oxidation Induction Time (OIT): the time required to deplete heat absorption capability of a lubricant under certain conditions of temperature and pressure. After this time the secondary oxidation processes will take place.
OIT is directly proportional to thermo-oxidative ability of a lubricant, the higher the value the greater is the thermal load the lubricating fluid can withstand. It is usually directly connected to anti-oxidants content and base oil used (synthetic or mineral).

The above figure shows induction times values of two lubricating grease formulations in comparison with different concentrations of antioxidants. The combinations of synthetic base oil and high concentration of anti-oxidants improve a the thermo-oxidative stability of the lubricating fluid. The synthetic grease compared with the mineral ones, at the same level on AO, has more the 80% of thermal capability. (96 to 54 !!!)
High induction time = Improved thermal capacity
A properly formulated lubricating fluid is equipped with special features to limit both the evaporation and the primary oxidation. Once the secondary oxidation is set, mechanical component may be already compromised. As evaporation process is silent and progressive, primary and secondary oxidation can be characterized in a precise manner through specific tests such as the ASTM D-5483.
The upper working temperature of a electro mechanical component is not always easily predictable. In such cases it can be really helpful to lubricated with stabilized thermal fluids. Here below some advantages

The above figure visualize temperature effects on a synthetic lubricant (PAO) grease at different time frame (2 h and 24 h) and different antioxiodant additives content (0,1% and 1%). Samples 1 and 3 refer to the same formulation, containing 0.1% of AO at 2h and 24h of continuous exposure. The 2 and 4 are related to the same temperature exposure but with higher antioxidant concentration of 1%.
2h of continuous exposure at 150 ° C are not enough to carbonize of the lubricating film, neither with 0.1% nor with 1% of antioxidants. Both samples (1 and 2), are unchanged in color and there 's no evidence of carbonization.
Situation of samples 3 and 4 is different, the 1% of antioxidant content of sample 4 shows a greater capability to withstand thermal load up to 24h of continuous service at 150°C.
Friction coefficient increase and mechanical wear, induced by high temperature working conditions, may cause a quick failure of mechanical devices. Designers have to look carefully at lubricating aspect, in order to keep at 100% components performances.
Fluids lubricants are required to be tailored to the component working conditions, especially in those cases where for unpredicted and undefined reasons temperature limits may overcome the design ones, and especially where lifetime lubrication is the basic requirement like in automotive industry. Here below some cases.

In these situations a lubricating film designed to operate at high temperatures can make the difference !!